



产品描述
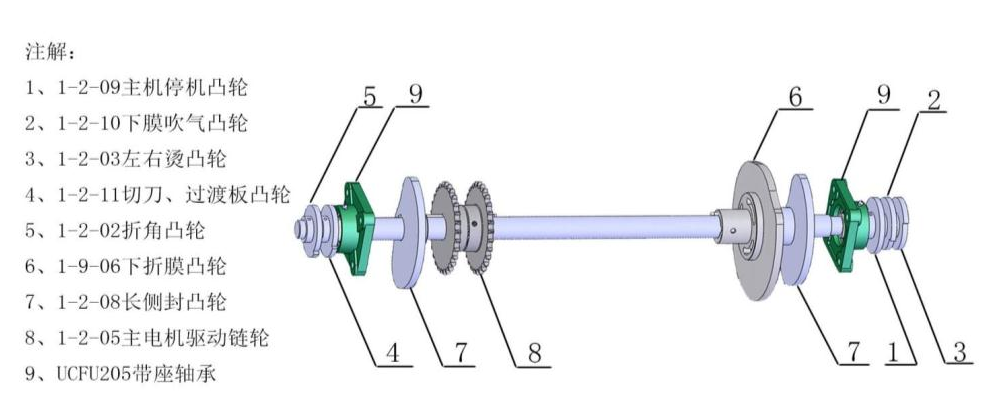
该机械主要传动采用伺服电机驱动变速箱、变速箱输出驱动主传动轴一组部件,主轴转动驱动凸轮、链轮、连杆、杆系、齿轮等,同时主轴两端各分3个和2个凸轮接近开关驱动电磁阀来做到所需的动作,并带有气缸驱动。机械运行部分设有各类保护装置,维修方便、生产包装时运行稳定、更换品种快等优势。
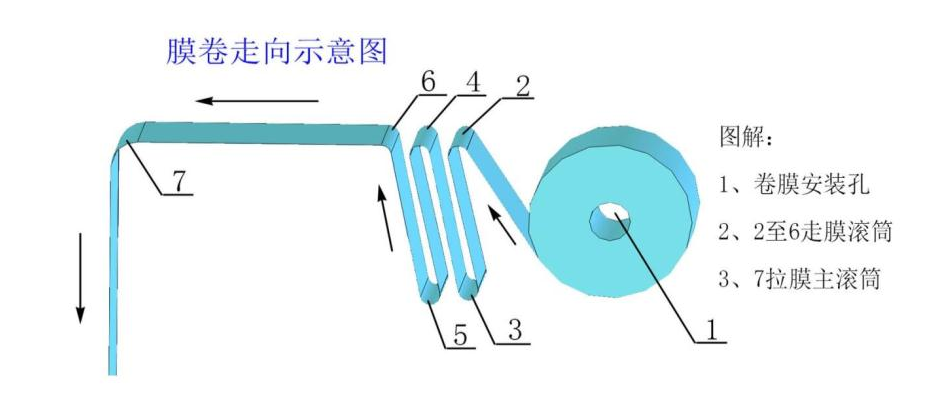
1、如上图所示:安放在滚膜筒上的 BOPP透明膜(以下简称透明膜)依靠拉膜滚筒带动,依次送膜。(如包装物带有拉线则根据拉线本身自带粘性的特点粘贴在透明膜上,随透明膜一起运行)。当透明膜被送到切刀处时,依靠气缸动一组切刀动作将透明膜切断。

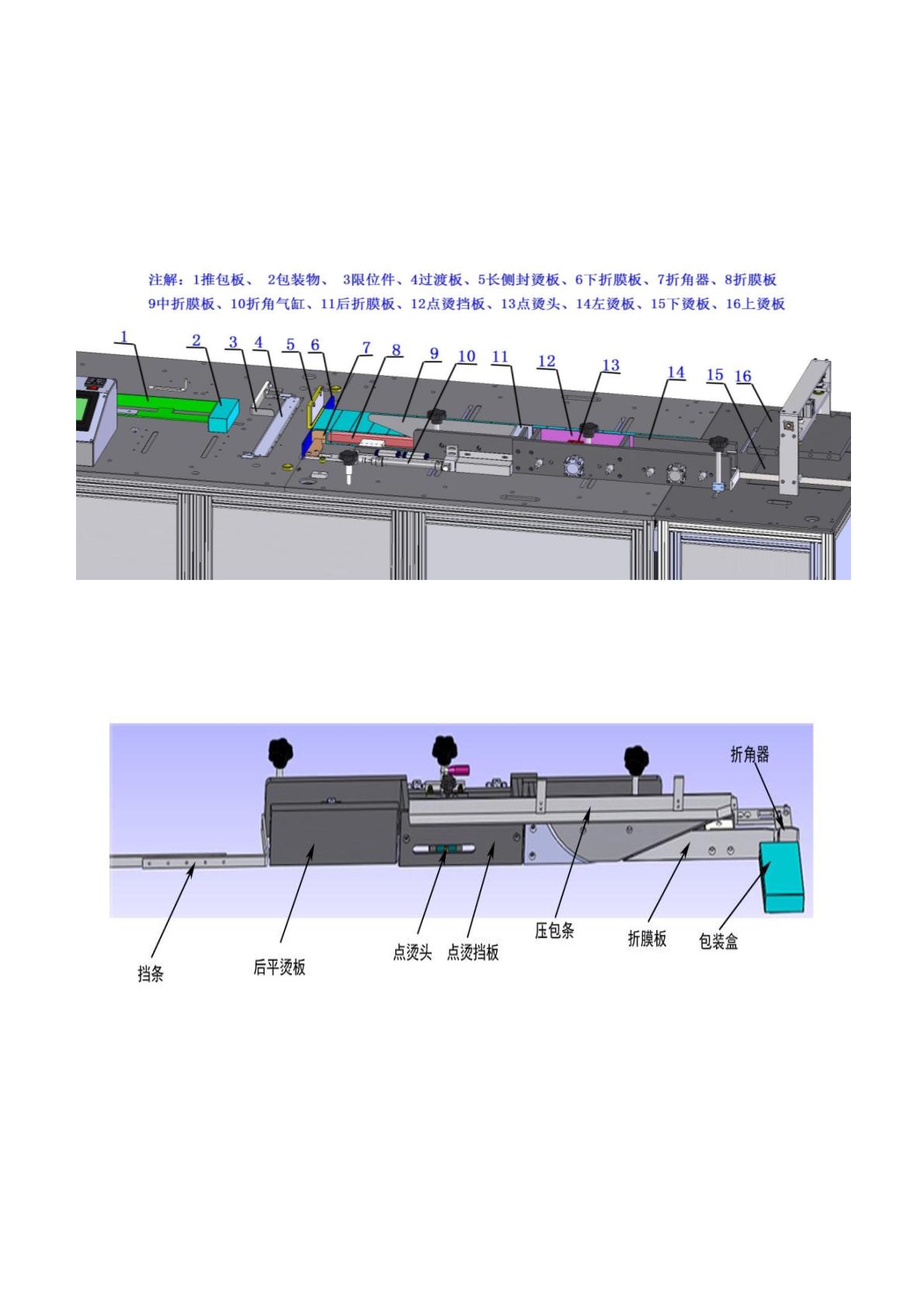
在固定切刀上两顶针与摆动切刀的作用下使透明膜停留在切刀上。当推板推动包装物前行时,碰触透明膜时依靠惯性力将透明膜拉下并附在包装物上,推板继续推动包装物与透明膜前行,当推过下折封板时,推板回辙,此时有如下动作:下折封板向上移动,使包装物下边部分透明膜向上折 ,下折封板将透明膜完全折好以后 ,长侧封烫板开始向下动作,首先将上边部份膜下折。当长侧封烫板下降动作到位后依靠顶杆将烫板摆动约 10-15°角。将下折膜与上折膜的重叠部份进行烫封,长侧封动作完成,整机的自动运行依靠触碰前挡板上的微动开关使机器完成一个工作循环。
2、重复以上步骤,当第二只包装物碰触第一只包装物时。依靠推板的推力使第一只包装物前行。第一只包装物开始折角,第一个折角依靠折膜板产生折痕。第二个折角则依靠折角器动作产生折痕。紧接着均是依靠推板的推力使包装物自然产生折角以及左右封烫上整形下整形烫封,完成整个包装动作。
3、采用PLC系统控制双保险机构,卡盒时无需手动停机也能自动保护机器同步运行其他动作,手动清除卡盒故障后、重启主机自动运行即可生产。独创的单悬臂滚膜架大大的减少了装膜、调膜时间。本机可以通过必要的配备,满足用户的特殊需要,如叠包、翻包、加装防护罩等一些特殊要求,可根据客户制定本公司非标机型。
七、模具的安装与调整
更换不同尺寸产品时是需要更换模具和调整的。模具的制造是按照产品的规格进行设计和制作的,因此每次调换不同尺寸产品时,模具也需要相应的更换。本机模具如图:
 (图2)
(图2)
先将折膜板安装好,注意与中折膜板之间的缝隙不能太小,保持在2-3mm左右。上下高度位置与包装物相差各 1.5--3 mm;然后安装折角器 ,确保机器在正常停机的情况下,(折角器拉杆处于复位状态),将折角器安装在折角器拉杆上,并保持其折角面与折膜板面在同一平面上,保证轨道的平行,注意与折膜板的间隙不能太大,一般 1-2mm为宜;安装长封烫板,将与包装物相配的烫板安装在长侧封固定板上,反面用螺钉固定,并调整好烫板的左右位置,使烫板与包装物位置相符;安装推板,将适合包装物的推板放置于前面板的推包滑座上,再放上压紧块,先预紧螺钉,再作调整.
A、整机的调整顺序:1输送挡板-2前面板挡板-3前压板-4后压板-5膜长-6推板-7下折膜板-8长侧封烫板-9后轨道-10点烫板-上烫板-转角限位板(有些机型不需要安装)。
B、调整步聚:
1、输送挡板:根据包装物的宽度调整输送挡板的宽度以及高度位置。与包装物之间不宜太紧,最佳位置应从放盒处到主机进料口成微八字型。
2、前面板挡板:将包装物放置前面板中缝位置,调节输送挡板左右位置及微动开关挡板的位置,使两挡板紧贴包装物两侧面。
3、前压板:先松开前压板座上两锁紧手柄,然后将包装物放置前压板毛刷下,用摇手柄调整前压板的上下高度,使压板上的毛刷紧贴包装物,松紧适度,调整完毕后锁紧压板座上的螺钉。
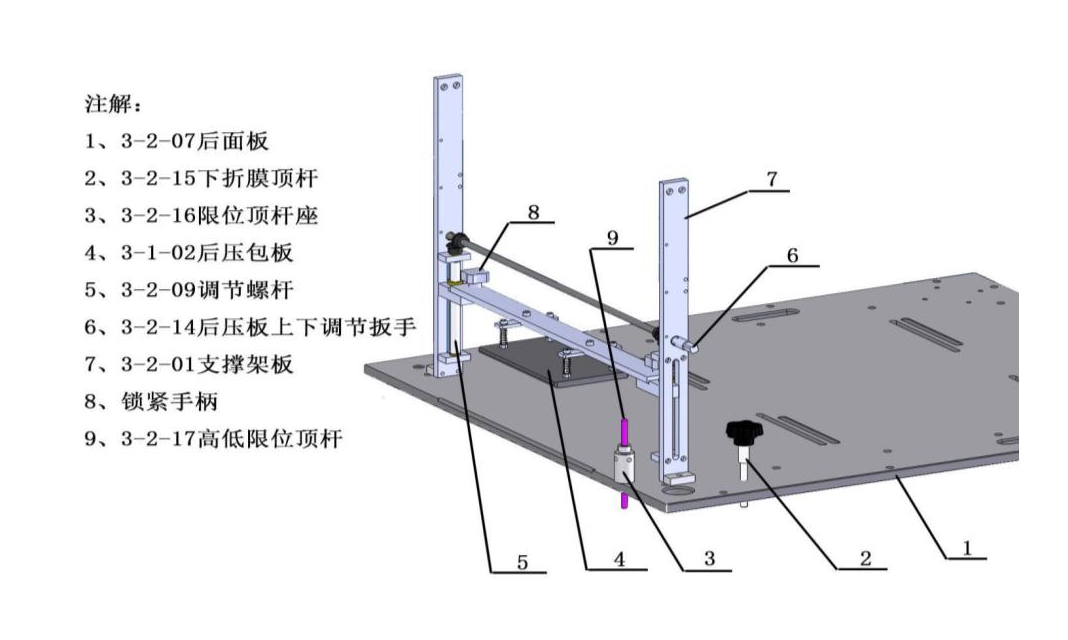
4、后压板:同前压板调整相同.
5、膜长:由于包装物(产品)规格的变化,包装膜长也要与其相适应跟着变化
|
600型(透明膜包膜机)
|
|
|
主要技术参数/Main technical parameters
|
|
|
包装速度/Packaging Speed
|
单盒包膜每分钟(10~40)
|
|
包装尺寸/Package Size
|
L(50~400)W(40~300)H(20~120)mm
|
|
输入电源/Input power supply
|
三相五线 380V 50Hz
|
|
总功率/Total power
|
11.8kw
|
|
热封温度/Heat sealing temperature
|
110~180℃
|
|
工作气压/Operating pressure
|
压力≥0.6Mpa
|
|
耗气/Gas consumption
|
40升/分钟
|
|
进气管口径/Inlet pipe diameter
|
Φ12
|
|
设备重量/Equipment weight
|
725kg(不含防护罩)
|
|
包材/Packaging materials
|
BOPP双面热封膜(俗称烟膜)
|
|
膜卷内孔/Inner pore of membrane roll
|
Φ70外径Φ320mm、各种颜色不干胶粘贴易拉线
|
包装材料
1透明膜为BOPP/PVC双面热封收缩膜

透明膜应采用防潮性能好,双面可热粘,厚薄均匀,质地优良的塑料薄膜。
薄膜为卷料形式。其主要技术参数:
|
厚度/thickness
|
0.0018-0.0030 mm
|
|
宽度/width
|
根据包装物尺寸选择/Select based on packaging size
|
|
热粘温度/Hot stick temperature
|
120℃—180℃
|
|
膜卷内径/Inner diameter of membrane roll
|
φ70-76mm
|
|
膜卷外径/Outer diameter of membrane roll
|
≤φ320mm
|
十、故障排除与维护
该机如遇到如下问题,请按照调整中的方法或以下操作即可排除故障
①长侧封口不牢固或不能烫封
检查透明膜的长度是否达到包装物要求?长侧封烫板温度是否达到热封要求?封口位置是否在重叠位置上?
②不能烫封
检查推板是否推到下折膜板前面 1-2mm处,后压板是否压紧包装物?如果太松,包装物会由于惯性会向前滑动,造成不能烫封。
③撞包
检查前后轨道内侧是否在同一平面上,折角器、折膜板的安装是否到位 ?特别注意:包装物的规范性,如果包装物外观不是太规范(如角有露出、宽窄有差别) ,可适当调整放宽轨道的宽度。
④堵膜
首先检查气源压力是否足够?电磁阀是否工作正常?切刀以下的压板上的吹风器是否有气吹气吹出?有偏斜?过渡板是否能及时打开?稍作调整。
⑤折角不好
检查折角器与折膜板间的间隙是否按安装的要求安装,相对与包装物的上下位置是否正确?折角器来回时间是否正确?
⑥左右点烫、平烫、上下烫封不牢固
检查温控表的温度是否达到热封要求?工作是否正常?烫板在工作时是否紧贴包装物?以及包装材料符合本机要求?
⑦拉线偏斜(根据客户要求加装、一般机型不带拉线机构)
检查切刀顶针是否不伸缩?膜没切断产生的拉力?前后压板压力是否适中?切刀在切完膜以后固定切刀上两顶针的位置是否有发生移动 ?可稍作调整并保证顶针弹簧压力适中。
上一页
下一页
上一页
下一页
推荐产品
